Ce type de brasage offre l'avantage d'obtenir une bonne résistance mécanique, notamment lorsque les pièces sont soumises à de fortes contraintes : dilatation, traction, charge, cisaillement... outre la soudure des types de cuivre, le brasage fort est parfaitement adapté pour réaliser des objets en fer forgé.
 Zoom
Zoom
La propreté des pièces à assembler est primordiale pour éviter que la soudure ne soit fuyarde. Le nettoyage consiste à
«blanchir» les surfaces mises en contact (1). Pour cela, utilisez une lime plate ou même un tampon ménager métallique.
Conseil de pro : évitez le papier abrasif. Si toutefois vous n'avez pas d'autre possibilité de nettoyage, prenez le soin, après avoir blanchi la zone à souder, de nettoyer les pièces avec un chiffon imprégné d'alcool à brûler, pour éliminer les particules de colles utilisées à la fixation de l'abrasif sur le papier qui nuisent à la soudure.
 Zoom
Zoom
Appliquez l'antioxydant approprié, le « flux » (2), recommandé par le fabricant sur les deux parties à souder (face extérieure du tube et face interne de la pièce femelle).
 Zoom
Zoom
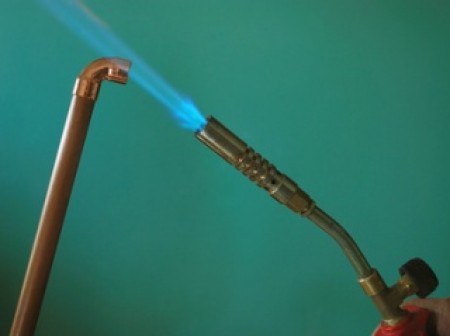
Le réglage de la flamme du chalumeau (3) est très important. Selon le type den l'appareil, vous devrez intervenir sur les deux robinets (chalumeau bi-gaz) ou simplement sur la bague d'entrée d'air (chalumeau mono-gaz utilisé le plus fréquemment par le bricoleur).
 Zoom
Zoom
Chauffez la périphérie des deux éléments à assembler jusqu'à ce que le flux se solidifie. Ne chauffez pas trop près ! Toute surchauffe nuit à la qualité du soudage. (4)
 Zoom
Zoom
Lorsque le cuivre est à la bonne température, déposez le métal d'apport sur la zone à souder afin de réaliser un cordon périphérique uniforme et régulier.
Important :
- dans le cas d'une brasure à l'argent, il faut toujours retirer la flamme avant de déposer le métal d'apport. C'est la chaleur de la pièce qui doit faire fondre le métal et non la flamme (5) !
- s'il s'agit d'une brasure au cuivre, il faut chauffer en permanence durant le dépôt du métal d'apport qui ne doit en aucun cas être exposé à la flamme.
id+
Tour de main
- Pour éliminer facilement les traces de flux, brasure à l'argent notamment, dès que le métal d'apport est solidifié, plongez la pièce encore chaude dans un récipient rempli d'eau froide.